Since January 2025, a four-legged robot has patrolled Vigier’s century-old Péry plant, covering 3 mills across 6 floors and completing 33,000 inspections at 450 inspection points. In that time it has caught a cracked crusher foundation before it took the plant down for a week; flagged a bearing weeks from failure, climbing toward 140°C while still looking fine from outside; logged ammonia exposure events nobody had ever measured before; and visualized air leaks bleeding energy out of filters 50 meters above the floor.
Together, those four findings protected the plant’s uptime, kept technicians out of hazardous zones, and recovered more than the program cost to run.

$660,000
SHUTDOWN COSTS AVOIDED
127h
DOWNTIME AVOIDED
33,000+
INSPECTIONS OVER 16 MONTHS
From paper rounds to autonomous inspection
The inspection & workforce gap
Vigier Ciment SA sits in Péry, south of Biel, in the Jura foothills. The plant has produced cement in Switzerland for about 150 years and is part of the Vicat group. It turns out roughly 900,000 tons a year, about 20% of the Swiss market. Around 1,000 rotating machines keep the place moving: gearboxes, idlers, motors. Vigier burns the highest share of alternative fuels of any cement plant in Switzerland, a position the plant earned by acting early on shifts the rest of the industry is still working through.
Cement plants are hard environments to digitize. Heat in some zones pushes past 50°C. Motors and conveyors run around the clock. Key assets are often the hardest to reach: some sit 16 flights up a steel staircase narrow enough that a technician’s shoulders brush the handrails; others sit beside unloading bays where the air carries a faint smell of ammonia. Like most cement plants, Vigier covered its highest-risk assets with around 200 fixed sensors on the clinker side and ran the rest on manual rounds and paper logs, the standard playbook for the sector. There’s a German word the team uses for what that produces over time: Betriebsblindheit. Operational blindness. The cracks you stop seeing because you walked past them yesterday.
“On site, we have around 200 sensors monitoring our assets online. But unfortunately, that isn’t enough. We still need the ANYmal to close the loop, to cover the places where no sensors are installed, and to do the things the sensors can’t do but the ANYmal can.”
The people who do this work are also getting scarcer. Across European manufacturing, skilled maintenance technicians are retiring faster than the pipeline can replace them, and the hardest work to staff sits in the hottest, dustiest, hardest-to-reach parts of the plant. “We’ve hired people specifically because we have the robot,” Denis Schaad says. “The younger ones don’t want to climb 16 flights of stairs twice a day with a clipboard.” Robert Christinger, the plant’s Head of Automation, puts the same idea more bluntly: “We are not trying to replace people. We are trying to attract them.”
Enter ANYmal, Data Navigator and a daily inspection report
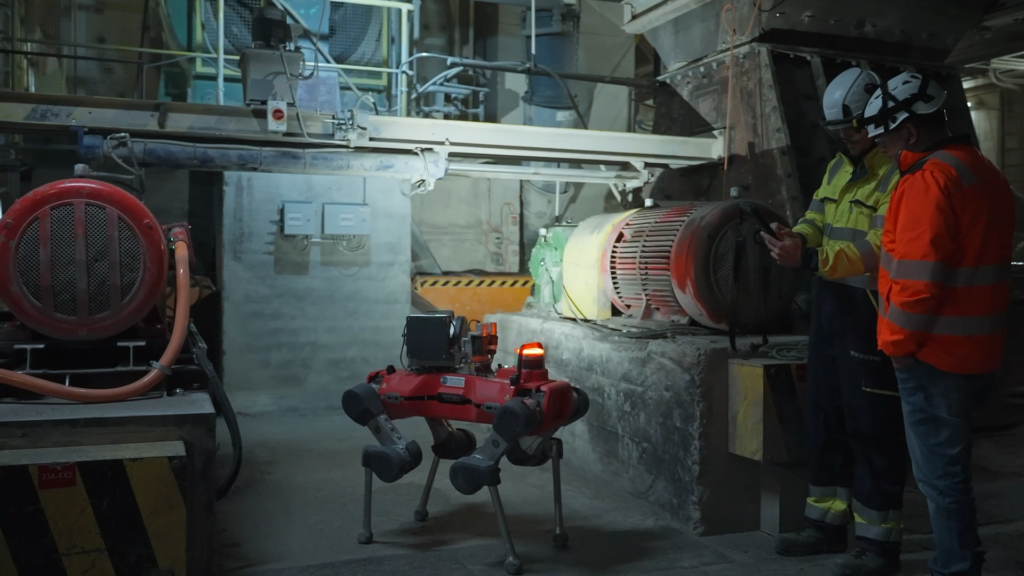
Vigier moved on this earlier than most. In late 2024, the maintenance and automation teams decided to bring in ANYmal, a four-legged inspection robot paired with Data Navigator as its mission and analytics platform, to close the gap between the plant’s 200 fixed sensors and the thousand machines they couldn’t reach. ANYmal carries thermal, visual, gas, and acoustic payloads, and is IP67-rated for continuous operation. It now covers 3 mills across 6 floors, runs nightly missions, and has completed more than 33,000 inspections across 450 inspection points in 16 months.

The deployment moved fast. “We started talking in November 2024. On January 6th, the robot was in my office. And by end of the month we had implemented fully autonomous inspections at our plant,” says Ion Stoian, Head of Maintenance.
The morning report is now the spine of the maintenance day. Data Navigator delivers a fresh reading on every inspection point overnight, and the team plans repairs, parts orders, and on-site visits before the first shift starts. The robot runs through weekends too. “He’s never sick,” Ion Stoian says. “He’s always there for us.”
Four findings that changed the game for Vigier
FINDING #1 – VISUAL CAMERA
Crusher foundation: a $630,000 shutdown avoided
One afternoon, Denis Schaad and his colleague Joey Plomb were in the control room, configuring inspection points on the robot’s live camera feed. The robot was standing near the plant’s main crusher. On the screen, the crusher’s vibrating motor appeared to be shaking. They compared the feed to the identical motor on the adjacent line. The second motor was still. The first was not. They walked down to look.
What they found was a concrete foundation block, roughly the size of a kitchen table, cracked through its full thickness. A hydraulic coupling above it had been leaking oil into the block for months; the replacement part was on back-order, and the oil had worked the concrete apart from inside. The internal steel reinforcement had also fractured.
“Everyone walks past it every day and nobody noticed. Only the robot did.”
The crusher is the plant’s single point of failure. If it stops, Vigier stops making cement. The repair took 1 day. Two technicians drilled, soldered, and bolted reinforcement plates to the block while the crusher kept running. A full rebuild was scheduled for the next revision window. Had the block collapsed instead, the temporary fix would not have been available, and the plant would have lost roughly 120 hours of production, about a week, and absorbed close to $630,000 in shutdown costs.
The robot caught the block in the window between a crack you can still reinforce and a collapse you have to rebuild.
FINDING #2 – THERMAL CAMERA
High-temperature bearing: from emergency to planned repair
The bearing sits on a raw-material screw conveyor with no redundancy in the line. If it fails, the line stops. Before the robot, monitoring it meant a technician putting a gloved hand on the motor housing. Industry practice was to replace motors at the first sign of heat, and the plant ran the same playbook, until it could measure temperature directly.
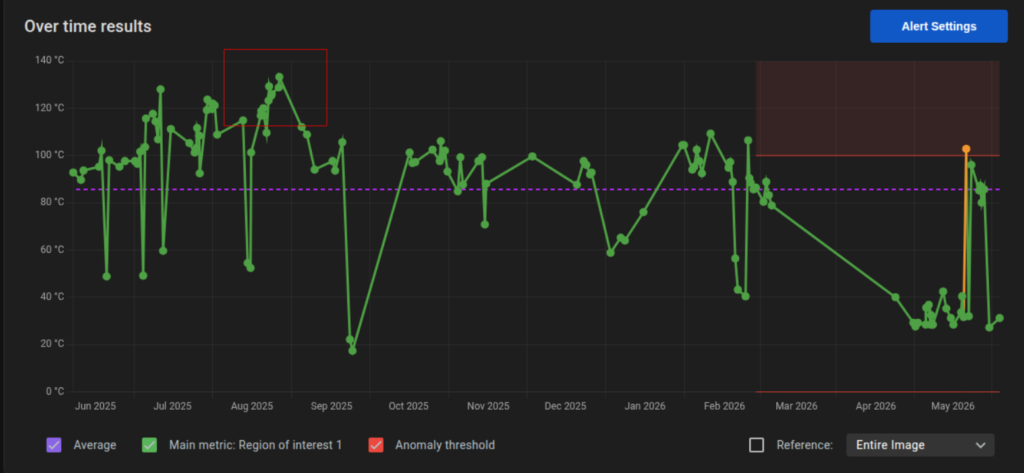 During a routine thermal mission, the robot flagged the bearing at more than 100°C. Subsequent readings showed the temperature climbing toward 140°C across multiple cycles. From the outside, nothing was wrong. No noise, no vibration, no visible grease. Without a thermal measurement, the heat was undetectable.
During a routine thermal mission, the robot flagged the bearing at more than 100°C. Subsequent readings showed the temperature climbing toward 140°C across multiple cycles. From the outside, nothing was wrong. No noise, no vibration, no visible grease. Without a thermal measurement, the heat was undetectable.
The trend data in Data Navigator did more than flag a hot bearing. It revealed the root cause: the screw was running hotter than the bearing’s cooling could handle.
“If the bearing had just broken, we would have replaced it and never investigated further. Because the robot caught it early, we were able to find the root cause and improve the system.”
The team scheduled a planned replacement and redesigned the cooling system for the real operating temperature. Two technicians completed the work in about 8 hours, at room temperature, with the right parts and a clear procedure. The direct repair came in around $30,000, and the line now runs at a higher material throughput than before.
The bigger effect is on spare-parts planning. Motors and bearings for this environment carry a 6-week lead time when they are not in stock, and cement plants do not run 6-week buffers. An early thermal warning buys that lead time. Over 16 months, Vigier’s mean time between failures has improved.
The staffing effect matters as much as the cost. An 8-hour daytime repair is a job a new hire can be trained on. An overnight emergency on 200°C components has been driving people out of this industry for years.
FINDING #3 – GAS SENSOR
Ammonia in the unloading bays: from anecdote to data
Ammonia is a byproduct of clinker production. Near the unloading bays, its concentration can spike to levels that are unpleasant and potentially hazardous. Before the robot, Vigier had no measurements in these areas. No fixed sensors, no portable instruments, no routine.
The team added ammonia measurements to the robot’s existing thermal missions, along routes it was already walking. Early readings came back higher than anyone had expected. Schaad and Plomb then built a dedicated nightly mission across all floors, concentrating on the unloading areas, so the plant could keep people out of exposure and only enter when conditions were known.
“We used to say ‘it doesn’t smell good in here’ and leave. Now we have actual data.”
When the robot flagged elevated concentrations, the team went on-site with a certified handheld instrument and measured the same points. The numbers matched. The peak reading came in at 19.4 ppm, a concentration that limits worker presence to roughly ten minutes.
Since the missions began, the robot has logged more than 6 spikes where concentration levels would have restricted human presence to short windows. None have exceeded regulatory limits, but the margins are thinner than anyone at the plant had realized. The data has been reported to the plant’s safety officer, who is implementing filtration and ventilation improvements.
FINDING #4 – ACOUSTIC CAMERA
Filter seals: energy losses made visible
Some of Vigier’s filters sit 50 meters above the plant floor. They corrode, and when they corrode they leak. The plant draws in false air where it should be drawing vacuum, the kiln works harder than it needs to, and fuel goes out the top. These leaks waste energy for months before anyone catches them.
 Before the robot, these leaks were inferred from energy readings and found, when they were found at all, during scheduled shutdowns. The acoustic camera on ANYmal renders them. A technician on the ground can point, within a square meter, at exactly where a seal has gone. Each leak appears in Data Navigator as a coloured spot, precise enough to schedule the right scope of work for the right window.
Before the robot, these leaks were inferred from energy readings and found, when they were found at all, during scheduled shutdowns. The acoustic camera on ANYmal renders them. A technician on the ground can point, within a square meter, at exactly where a seal has gone. Each leak appears in Data Navigator as a coloured spot, precise enough to schedule the right scope of work for the right window.
The repair still happens during a shutdown, but the team now knows which shutdown and which leak. Losses like these show up in the plant’s CO₂ and energy numbers, and they are hard to act on until someone finds them.
The US Department of Energy estimates that 20–30% of a typical industrial compressor’s output is lost to leaks of this type. For an always-on process like cement, that is money going out the top of the stack twenty-four hours a day until someone finds it. Most plants never do, the leaks are inaudible over the plant floor, invisible to the eye, and 50 meters out of reach. Acoustic imaging is the first sensing modality that puts a pin on the map.
Impact on Vigier’s business
Four findings in 16 months are useful evidence. The bigger shift sits underneath them: how the plant plans its day, runs its mills, and staffs its team.
Proactive maintenance: out of emergency mode
The morning report has become the operating rhythm of the maintenance team. Every inspection point has a fresh reading by the time the first shift starts, and the team works from that data through the day. Repairs are scheduled, parts ordered ahead of need, and the conversation in the maintenance office has shifted from “what just failed” to “what is changing.” For a plant that used to wait for the breakdown, that is the biggest single change of the last 16 months.
Energy and CO₂: invisible losses, made visible
Acoustic leak detection on filters and continuous process monitoring across the mills surface false-air losses, gas inefficiencies, and small process drifts that used to be invisible. Each finding closes a compounding gap between the plant’s energy budget and its carbon target. In a sector where every kilowatt-hour and every kilogram of CO₂ is counted and regulated, those margins now sit inside the morning report alongside everything else.
“The data we store will serve generations of mechanics after us.”
Workforce: the work itself has changed shape
Two of Vigier’s maintenance technicians reached full mission control in three months and now run the robot themselves. The work itself has changed shape: robot operations, daily data, planned interventions. Younger technicians arrive to program inspection routes and review Data Navigator reports. They stay because the work makes sense to a generation that grew up with software. Institutional knowledge is also getting written down for the first time. A plant that kept its inspection notes on paper now has a digital record of every mission, every measurement, every anomaly. “The data we store will serve generations of mechanics after us,” Ion Stoian says.
Vigier’s next moves, and what they mean for the cement industry
Vigier’s program expands every quarter. Next: the kiln. After that, the clinker cooler. Then the quarries. Autonomous inspection gives a smaller team more coverage of the plant, and gets them into corners that were previously impractical to inspect.
“If we didn’t do this now, we’d be way behind in 10 years.”
For the wider sector, the picture is harder. Cement is one of the least-digitized heavy sectors in Europe. Its workforce is aging faster than it can be replaced, and the hardest work to staff sits in the hottest, dustiest, hardest-to-reach parts of the plant. Plants that still rely on clipboards and instinct will, somewhere in the next decade, run out of people willing to carry them. The bill comes due either way.
The plants that encode what their experts know, which asset to check, what normal looks like, which anomaly is worth a call at three in the morning, while those experts are still on-site, will pull ahead. The ones that wait will spend years trying to rebuild what they lost. The question is no longer whether autonomous inspection belongs in a cement plant. Vigier has answered that, in four findings, in 16 months, with zero robot breakdowns. Everyone else is still inside the window.